
Jak działa wycinanie laserowe w metalu i dlaczego wypiera tradycyjne cięcie w przemyśle?
Jeszcze kilkadziesiąt lat temu cięcie metalu kojarzyło się z hałasem, iskrami i tokiem długich przygotowań. Dziś laser wykonuje w kilka minut to, co dawniej zajmowało cały dzień – i robi to z dokładnością, która wprawia inżynierów w zachwyt. Czym naprawdę jest wycinanie laserowe i dlaczego firmy na całym świecie porzucają tradycyjne metody cięcia na jego rzecz?
Na czym polega wycinanie laserowe w metalu?
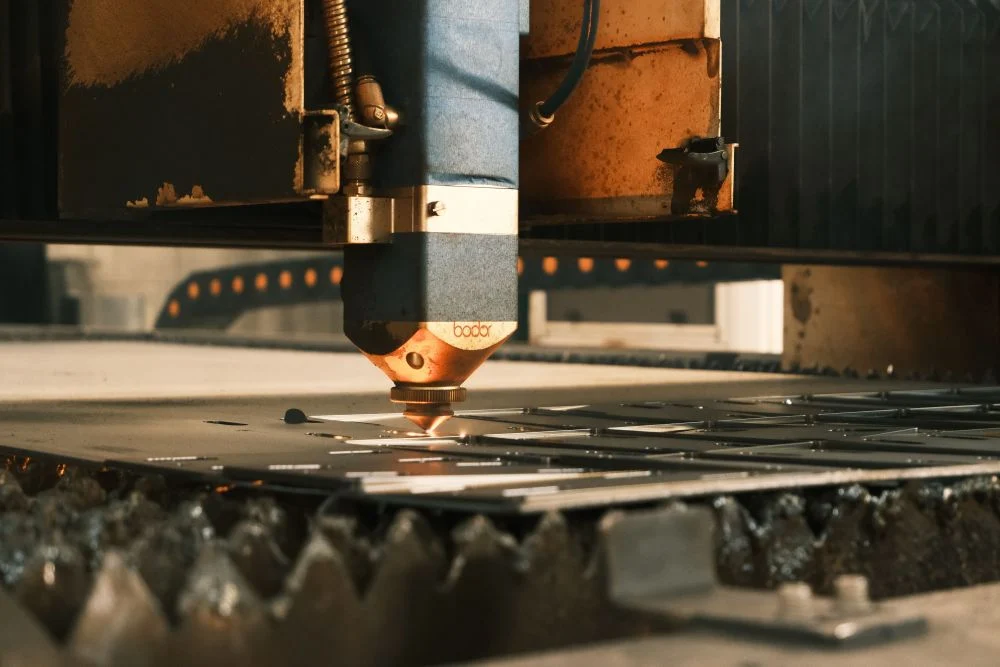
Wycinanie laserowe to proces termiczny, w którym skupiona wiązka światła o bardzo wysokiej energii oddziałuje na materiał – stal, aluminium, miedź czy mosiądz – doprowadzając do jego stopienia, odparowania lub spalenia w precyzyjnie wyznaczonym miejscu. Wiązka jest sterowana komputerowo, co oznacza, że maszyna podąża dokładnie tą ścieżką, którą zaprojektowano w pliku DXF lub DWG. Wynik jest zawsze taki sam, niezależnie od tego, czy wycinamy jeden element, czy ich tysiące.
Kluczem do zrozumienia tej technologii jest pojęcie strefy cięcia – szczeliny, w której energia lasera koncentruje się do tego stopnia, że metal po prostu znika. W zależności od wybranej techniki i rodzaju gazu roboczego może dochodzić do topienia i wydmuchiwania stopu, wypalania przy udziale tlenu lub odparowania materiału. Każda z tych metod ma swoje zastosowania odpowiadające specyficznym właściwościom obrabianych materiałów.
Laser FIBER kontra CO2 – kto wygrywa?
Przez lata standardem w cięciu laserowym była technologia CO2, wykorzystująca mieszaninę dwutlenku węgla, helu i azotu jako medium aktywne. Lasery CO2 są niezawodne i świetnie sprawdzają się przy cięciu stali konstrukcyjnej oraz nierdzewnej. Ich ograniczeniem jest jednak stosunkowo wysokie zapotrzebowanie energetyczne oraz niższa prędkość obróbki w przypadku metali kolorowych.
Technologia FIBER, oparta na światłowodach domieszkowanych pierwiastkami ziem rzadkich, przyniosła prawdziwą rewolucję. Wiązka laserowa FIBER jest lepiej absorbowana przez metal, co przekłada się na wielokrotnie większą prędkość cięcia cienkiego materiału oraz znacznie niższe koszty energii elektrycznej. Współczesne maszyny FIBER osiągają moc do 40 kW, pozwalając ciąć stal konstrukcyjną o grubości do 100 mm, nierdzewną do 80 mm, a aluminium do 60 mm.
W praktyce przemysłowej oba rozwiązania funkcjonują równocześnie – wybór zależy od rodzaju produkcji, grubości materiału i wymagań co do jakości krawędziowanych elementów. Nowoczesne zakłady obróbki blach, jak USM Czernikowo, dysponują parkiem maszynowym złożonym z kilku maszyn FIBER i jednej CO2, co pozwala optymalnie dopasować technologię do każdego zlecenia.
Dlaczego laser wygrywa z gilotyną, piłą i plazmą?
Tradycyjne metody cięcia metalu – gilotyna, pilarka tarczowa, cięcie plazmowe czy wodne – mają jedno wspólne ograniczenie: kompromisy. Gilotyna tnie tylko prosto i tylko blachy o określonych parametrach. Pilarka pozostawia chropowate krawędzie wymagające dalszej obróbki. Plazma jest szybka, ale jej dokładność przy skomplikowanych kształtach pozostawia wiele do życzenia. Cięcie wodne jest precyzyjne, lecz powolne i kosztowne przy dużych seriach.
Laser łączy zalety wszystkich tych metod, nie dziedzicząc ich wad. Może ciąć dowolne kształty – równe linie, ostre zakola, małe otwory, skomplikowane wycięcia, a nawet grawerowania. Krawędzie są gładkie i nie wymagają dodatkowego frezowania czy szlifowania. Nie dochodzi do mechanicznego nacisku na materiał, co eliminuje ryzyko odkształceń. Co ważne, cały proces jest bezkontaktowy – wiązka światła nie rysuje i nie uszkadza obrabianej powierzchni.
Kolejną niezaprzeczalną zaletą jest powtarzalność. W produkcji seryjnej – od kilkudziesięciu do kilkudziesięciu tysięcy elementów – każdy detal jest identyczny. Automatyczny załadunek blach sprawia, że maszyna pracuje często bez stałego nadzoru operatora, a dokładność utrzymuje się na poziomie 0,03 mm przez cały czas trwania produkcji.
Jakie materiały można ciąć laserem?
Wycinanie laserowe sprawdza się na niemal wszystkich metalach stosowanych w przemyśle. Stal konstrukcyjna i nierdzewna to absolutna codzienność – pierwsza ze względu na powszechność zastosowań, druga ze względu na specyficzne wymagania branży spożywczej, farmaceutycznej i medycznej. Aluminium cięte laserowo wychodzi znakomicie ze względu na charakterystykę elektryczną i termiczną – wymaga większej mocy, ale efekty są spektakularne.
Miedź i mosiądz to materiały trudniejsze – ich wysoka przewodność cieplna oznacza, że energia lasera szybko się rozprasza. Maszyny FIBER o dużej mocy (20 kW i powyżej) radzą sobie jednak z blachami miedzianymi o grubości do 15 mm. Warto również wiedzieć, że wycinanie laserowe sprawdza się także w przypadku blach ocynkowanych, kwasoodpornych i specjalistycznych stopów stosowanych w przemyśle lotniczym czy energetycznym.
Precyzja, która zmienia rachunki
Jednym z najważniejszych ekonomicznych argumentów za wycinaniem laserowym jest minimalizacja odpadów. Oprogramowanie sterujące maszyną optymalnie układa elementy na blasze, dążąc do jak najlepszego wykorzystania materiału. W porównaniu z tradycyjnym cięciem mechanicznym straty surowca bywają nawet kilkukrotnie niższe.
Dochodzi do tego kwestia czasu – realizacja zlecenia, które w tradycyjnym zakładzie zajmowałoby kilka dni, przy cięciu laserowym może być gotowa w ciągu kilku godzin. Przy odpowiednim parku maszynowym i automatycznym załadunku blach możliwe jest utrzymanie produkcji praktycznie przez całą dobę. To argument, który w erze krótkich terminów dostaw i presji kosztowej ma kapitalne znaczenie.
Podsumowując: wycinanie laserowe w metalu nie jest już technologią przyszłości – to teraźniejszość przemysłu. Firmy, które jeszcze nie wdrożyły tego rozwiązania, tracą czas, materiał i pieniądze. Te, które postawiły na laser, zyskały przewagę konkurencyjną, którą z każdym rokiem trudniej jest nadgonić tradycyjnymi metodami.
- Najnowsze
- Popularne












Ogłoszenia





Katalog firm

Dodaj komentarz